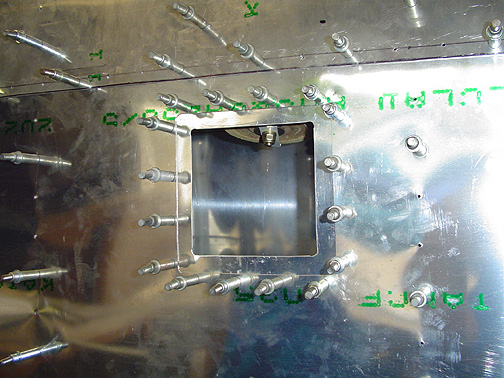
This is the rough cut inspection hole before final filing and smoothing. It's 5 1/2" square which will net a 4 1/2" hole after the support ring is installed.
The support ring is made from .032 aluminum and is 6 1/2" square on the outside and with 4 1/2" diameter square hole inside, again with rounded corners.
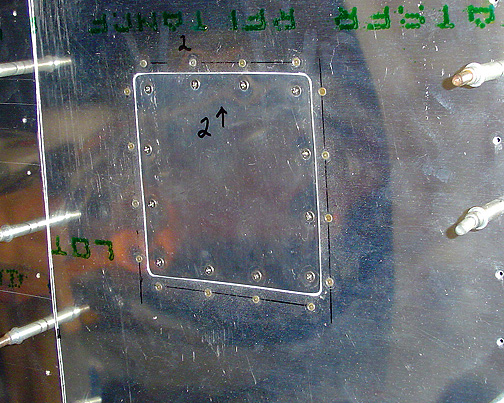
The support ring is placed inside the inspection hole, clamped in place centered, and then drilled and clecoed at 1 1/2" spacing:
With the support ring in place, its time to make the actual inspection cover. The plans indicate that you can use .025 or .032. I chose .025 because I want a nice flush fit with the surrounding skin. The cover was cut and fit to the hole next.
The inspection cover support frames and wing skins were then prepped and primed before final riveting of the platenuts and skins.
Here it is with the inspection cover in place with flush #6 stainless screws:
The aileron bellcrank area required a larger inspection hole due to the size of the bellcrank and the anticipation that a turnbuckle will be installed, adjusted and safety wired inside this hole. I made the turnbuckle side a little larger than the other side. Notice how it spans the center rib and the fact that the center rib also has platenuts installed for the inspection cover to attach to:
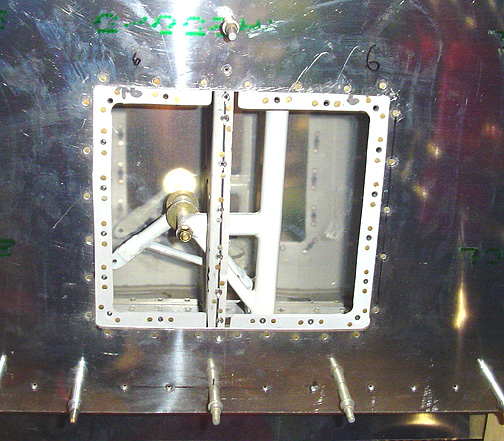
The scratches are due to me slipping with the file. I will smooth them out with 400 grit paper just before priming.
Click here to go to Wing Skinning page 4
Click here to go back to wing skinning page 2